THE BUILDING OF AMERICAN
LOCOMOTIVES.—II.
Scientific American—August 23,
1902
In our issue of June 7 we pointed out that among the many great
industries of America, none have more strongly marked national
characteristics than the locomotive industry, and we traced the
history of American locomotive building as illustrated by the
growth of the American locomotive in the Baldwin Works from "Old
Ironsides" of 1832 to No. 20,000, of 1902. The present article
is devoted to a description of the great establishment in which
an average of 1,500 locomotives a year is constructed, and from
which they are shipped to almost every country in the world.
THE FOUNDRY.—The locomotive castings are made in
a large foundry, measuring 80 x 400 feet. The most important castings
are those of the cylinders and wheels, in addition to which there
are the numerous less important fittings that enter into the makeup
of a locomotive. The raw material consists of new pig iron and
old stock, the latter including any good gray iron, 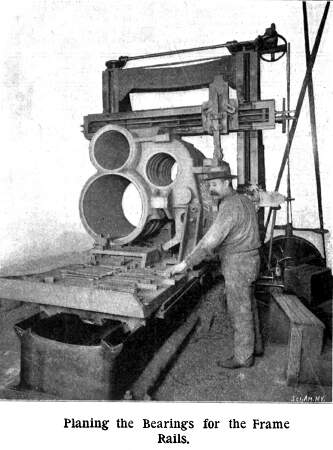 such
as old locomotive cylinders, grate bars, axle boxes, etc. The
materials are melted down in three 50-ton cupolas, the output
of which varies from 100 to 150 tons per, day. The furnace mixture
is in the proportions of 2,000 pounds of pig, 2,000 pounds of
scrap, 1,750 pounds of coke and 50 pounds of marble. The foundry
is served by seven jib cranes and two overhead traveling cranes. such
as old locomotive cylinders, grate bars, axle boxes, etc. The
materials are melted down in three 50-ton cupolas, the output
of which varies from 100 to 150 tons per, day. The furnace mixture
is in the proportions of 2,000 pounds of pig, 2,000 pounds of
scrap, 1,750 pounds of coke and 50 pounds of marble. The foundry
is served by seven jib cranes and two overhead traveling cranes.
THE CYLINDER SHOP.—The cylinder castings are cleaned
and taken to a large shop devoted especially to the finishing
of cylinders. One of the most interesting machines in this department
is a special boring mill, designed for boring and facing the castings
for the four-cylinder compound locomotives, of which this firm
is making an ever-increasing number. Each casting consists of
a high and low pressure cylinder, and a cylinder for the piston
valve, together with half of the saddle. The mill is arranged
so that the three cylinders may be simultaneously bored and faced,
with a great gain of time and the certainty of accuracy of the
finished work.
WHEEL-LATHE SHOP.—The wheel castings, which are
cast in one piece, the rim being formed segmentally to allow for
cooling strains, are taken to a special wheel-lathe shop, where
the rims are turned, and the hubs are bored and faced. The wheels
are forced onto the axles by hydraulic pressure and the tires
are shrunk on. The axle ends are turned to an even size, and the
hole in the wheel hub is bored less in diameter, by an allowance
of three one-thousandths of an inch for each inch in the diameter
of the axle. The two pieces are then put in a hydraulic press
and the axle is thrust into the hub with a pressure which commences
at 10 tons and finishes at as high as 125 tons. The tires are
maintained on the rims by the initial tension set up when they
are shrunk into place; but the tires of express engines are further
secured by a retaining ring.
THE FORGE.—One of the most interesting departments
is the forge, where raw material in the shape of wrought iron
scrap, such as bolts, rivet-heads, etc., is piled up in small
rectangular heap on boards, and raised to a melting heat in the
furnace, from which it is taken out and hammered by steam hammers
into slabs. The slabs are then put together in couples, heated
and welded, the process being repeated until full-sized billets
are formed measuring 8 x 8 inches by 3 feet in length. The object
of this heating and reheating is to secure that thorough working
of the material which is essential to the production of the highest
grade of wrought iron and steel. A feature in the forge is the
large battery of overhead boilers which is carried above the furnaces,
the waste heat from the latter serving to raise sufficient steam
to supply the whole forge shop.
CONNECTING-ROD ROOM.—A marked feature of this great
establishment is the attention that has been paid to the question
of labor-saving, both as regards the machines employed and the
broader question of general shop management. Evidence of this
is seen in the devoting of separate buildings, or of separate
floors in buildings, as the case may be, to the construction of
particular parts. Thus, we have already referred in this article
to the wheel-lathe shop, the cylinder shop, etc. In fact, almost
every detail of the locomotive of importance is machined and finished
in its own particular room. One of the most interesting of these
departments is the connecting rod room, where the rough forgings
for the side and main rods are milled, planed, finished milled,
and polished. The connecting rods are forged of mild steel. They
are first centered in a lathe, then scribed out by templates,
planed down to proper width; the ends milled to shape, and where
they are of the new I-section, the recesses are worked
out by milling the two ends, and planing out the intervening material.
The brasses are forced in place by hydraulic pressure.
TENDERS.—The construction of the tenders is carried
on in a separate building, one floor of which is devoted to the
construction of the trucks and frames of the tenders; another
floor to the laying out of the plates and the shearing and punching
of the same, while on another floor the tenders are erected.
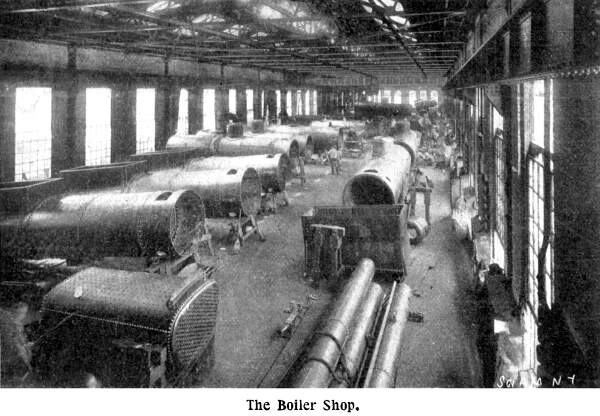 THE BOILER SHOP.—Unquestionably
the boiler is today the portion of the locomotive which is receiving
the most attention from locomotive designers. It is well understood
that the efficiency of the locomotive depends upon the ability
of the boiler to produce abundance of dry steam of the desired
pressure when the engine is being worked to its fullest capacity.
Steel plate is used exclusively in the Baldwin boilers, and it
is received at the works in sheets of various thicknesses and
sizes, some of which are as much as 20 feet long. The sheets are
first marked out by standard gages, although in cases where they
have to be flanged, the flanging is done previous to the template
work. The rivet holes are then punched or drilled, as required
by the specification; the holes of the boilers of foreign locomotives
being invariably drilled, while American specifications usually
call for punched holes. The boiler shop is replete with a large
assortment of drills and punches, which are driven by several
electric motors. Flanging as far as possible is done by hydraulic
presses, one of which is shown in the accompanying illustrations.
This machine is operated by two accumulators with a maximum capacity
of 365 tons. The plate is heated in the furnace and the flanging
is done between two THE BOILER SHOP.—Unquestionably
the boiler is today the portion of the locomotive which is receiving
the most attention from locomotive designers. It is well understood
that the efficiency of the locomotive depends upon the ability
of the boiler to produce abundance of dry steam of the desired
pressure when the engine is being worked to its fullest capacity.
Steel plate is used exclusively in the Baldwin boilers, and it
is received at the works in sheets of various thicknesses and
sizes, some of which are as much as 20 feet long. The sheets are
first marked out by standard gages, although in cases where they
have to be flanged, the flanging is done previous to the template
work. The rivet holes are then punched or drilled, as required
by the specification; the holes of the boilers of foreign locomotives
being invariably drilled, while American specifications usually
call for punched holes. The boiler shop is replete with a large
assortment of drills and punches, which are driven by several
electric motors. Flanging as far as possible is done by hydraulic
presses, one of which is shown in the accompanying illustrations.
This machine is operated by two accumulators with a maximum capacity
of 365 tons. The plate is heated in the furnace and the flanging
is done between two 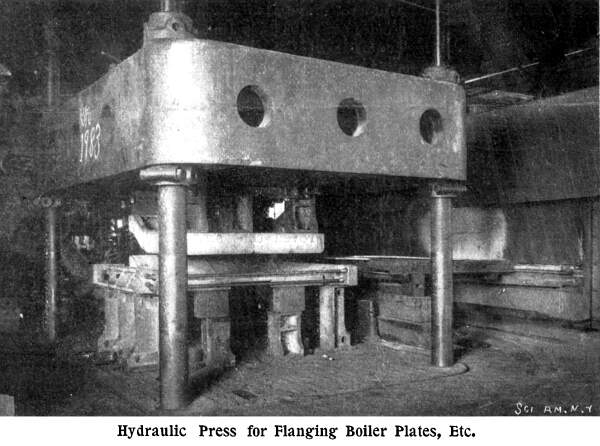 suitable forms, one
clamped to the lower, and the other to the upper table. Dome rings,
smokeboxes, tube sheets, etc., are all formed up on this machine
with great accuracy and speed. After flanging, the plates are
returned to the boiler shop, where the edges are planed where
necessary, or chipped with a chisel. The plates for the barrel
are trimmed in a shearing press, their edges are planed, and they
are then rolled to the proper curvature in the bending rolls.
The boiler is now assembled for the riveting machines which, in
these works, are operated by hydraulic power. The riveting dies
are carried at the upper ends of two massive upright jaws which,
in the larger machines, are tall enough to allow the boilers to
be let down by overhead cranes, with the line of rivets between
the jaws. The riveting commences at the top and is carried down
to the bottom of the boiler by simply lifting the latter by the
overhead traveler. suitable forms, one
clamped to the lower, and the other to the upper table. Dome rings,
smokeboxes, tube sheets, etc., are all formed up on this machine
with great accuracy and speed. After flanging, the plates are
returned to the boiler shop, where the edges are planed where
necessary, or chipped with a chisel. The plates for the barrel
are trimmed in a shearing press, their edges are planed, and they
are then rolled to the proper curvature in the bending rolls.
The boiler is now assembled for the riveting machines which, in
these works, are operated by hydraulic power. The riveting dies
are carried at the upper ends of two massive upright jaws which,
in the larger machines, are tall enough to allow the boilers to
be let down by overhead cranes, with the line of rivets between
the jaws. The riveting commences at the top and is carried down
to the bottom of the boiler by simply lifting the latter by the
overhead traveler.
ERECTING SHOP.—The erecting shop is a fine building
160 feet wide and 337 feet long. It is divided longitudinally
into two bays, each of which is served by two electric traveling
cranes of 50 and 100 tons capacity. Three of our first page illustrations
are taken in this shop, and they represent various stages in the
erection of some of the extremely powerful freight engines which
this firm is now turning out, the last of which, built for the
Santa Fe Railroad, is considerably the heaviest locomotive in
the world. Limitations of space forbid any detailed account of
the method of erection, but briefly stated, it is as follows:—
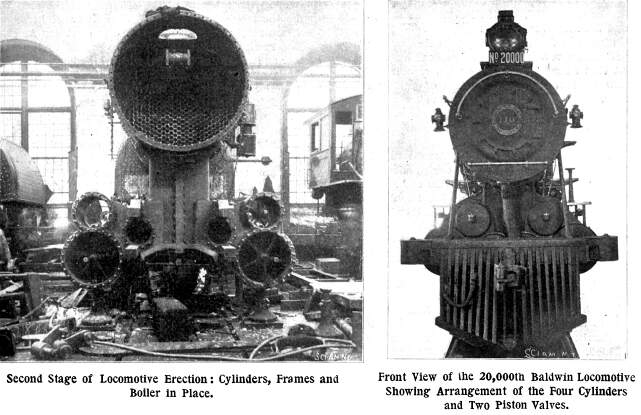
First the cylinders are set up at the height
above the rails which they will occupy when the locomotive is
completed, and the attached saddle is prepared for the setting
of the smokebox.. The engine frames are then erected and lined
up. Next the complete boiler is lifted by one of the overhead
cranes and placed in position, the boiler being bolted to the
saddle. The tubes are then inserted and expanded. Then the driving
wheels are put in place, or rather the boiler and frames are raised
by the overhead cranes and lowered down upon the wheels, the journal
boxes and the axles being guided in between the pedestals. At
this point the engine has the appearance shown in the upper left-hand
cut on the front page. Meanwhile the various boiler fittings have
been put in place and connected up. The next step is the water
test in which hydraulic pressure is applied at about 266 pounds
to the square inch, the working pressure being 200 pounds to the
square inch. Then the water is removed from the boiler and it
is tested with steam at 10 per cent in excess of the working steam
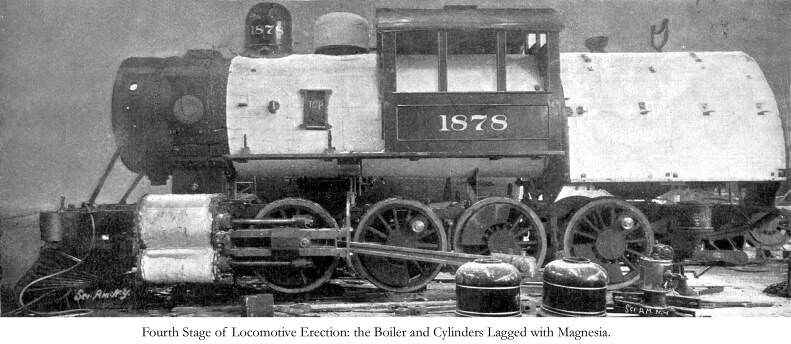
pressure. The connecting rods, link motion, etc., are assembled,
the valves are set and the eccentrics keyed to the main axle.
Meanwhile the boiler is being lagged, the same protection being
placed over the cylinders. By this time the locomotive presents
the appearance shown in the large cut at the below. The sheet
iron jacketing is then placed over the boiler and cylinders. Then
follows the engine test, the boiler being connected to a stationary
steam plant and the engine run under steam. After the painting
and various finishing touches the locomotive is ready for shipment.
THE TESTING ROOM.—Before closing, a word should
be said with regard to the testing department, the work of which
may be said to lie at the very foundation of the excellence which
characterizes the output of this establishment. All material that
enters the works is subjected to both a chemical and physical
test. Every delivery of plates is numbered, as is also every plate
in each boiler. When a set of plates is being shipped, say from
a mill at Pittsburg, a piece is previously cut from every plate
and expressed to the Baldwin testing department, where it is tested.
The rejected test pieces are sent to the shipping clerk, and as
the plate shipment comes in, the corresponding plate is returned
to the makers. The boiler plate is of open hearth steel, of a
tensile strength of 60,000 pounds to the square inch, and it must
show an elongation of 25 per cent in 8 inches. By the careful
system adopted of numbering every plate in every boiler and keeping
a record of the test on each batch of plates, it is possible,
in case of a boiler explosion, to refer to the test and obtain
full data regarding the plate.
It is interesting to notice, in closing, the great increase
in weight and cost of locomotives that has taken place during
the past twelve years. In 1890 the average weight of a locomotive
was 100,000 pounds, and its average cost $8,000. In 1902, the
average weight is 150,000 pounds, and the average cost $12,000,
the increase in cost having kept pace very closely with the increase
in weight, and this in spite of the fact that labor and materials
have risen very considerably in cost.
Build a Locomotive
| Contents Page
|